Material Considerations When Selecting Cutting tools
Material Considerations When Selecting Cutting tools
Primary factors driving tool selection are the type and hardness of the material you are cutting. In the case of billets made of woods or composites, there are relatively simple guidelines, based primarily on hardness, that are helpful for selecting the right cutter.
Although the following discussion focuses on tool selection for machining fretboards (aka "fingerboards") for stringed musical instruments, the principles are equally valid for all woodworking applications. (The term "billet" refers to the block or plank of material being used)
- What material are you using for your billet? While hardwoods, like the various flavors of ebony and rosewood, are commonly used in custom instruments, modern composites like Richlite, resin impregnated softwoods and phenolic linen (Micarta) are also often encountered. To select the optimum cutter, you will need to know the material hardness.
- If you are using wood with a Janka hardness of:
-
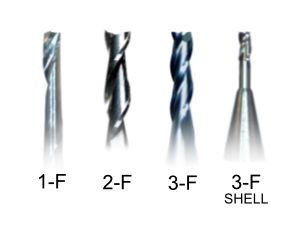
- less than 1,000 lbf (4.4 kN) select a 1-flute or 2-flute tool (if the proper diameter is available). The chips produced when cutting softer woods tend to "fluff up" or expand in size necessitating the use of lower flute-count tools with more flute volume.
- between 1,000 lbf (4.4 kN) and 2,000 lbf (9.6 kN), 2-and 3-flute tools perform equally well.
- between 1,800 lbf (9.6 kN) and 2,200 lbf (11.8 kN), 3-flute tools or 3-flute shell cutters are recommended.(unless cutting high silica content woods, in which case 3-flute shell cutters should be used exclusively.)
- above 2,200 lbf (11.8 kN) 3-flute shell cutters should be used exclusively.The superior stiffness and toughness of the necked shell-cutters make these tools more suited to the extreme hardness and presence of entrained silica encountered in some of these woods.
- If the billet is made of G10 glass-composite, you should use chipbreaker or diamond cut router bits. Their flute geometries are optimized for cutting glass loaded resins yielding smoother cuts and superior tool life. Unfortunately, these tools were designed for cutting printed circuit substrates and the size selection is far more limited than the custom tools above.
- If the billet is made of Richlite®, use a 3-flute shell cutter.
Aspects of cutting tools that are often overlooked are the:
- flute length (EFL) - the effective length of the cutting edges on the flutes. This length determines how deep a tool can cut in a single pass.
- reach - how deep a tool can reach into a cut without the shank rubbing. Reach is often extended by grinding a reduced diameter neck just after the flutes.
- depth-of-cut - the flute length and the reach combine to determine a cutter's total "depth-of-cut" (DOC, basically how deep a slot a cutter can make, often in multiple passes, before the shank starts to rub).
- aspect ratio - the ratio of the depth-of-cut diveided by the cutting diameter (Generally speaking, the higher the aspect ratio, the weaker the tool, i.e. the easier it breaks under a side load).
When ordering cutter(s), remember to specify the addition of depth setting rings on all tools. They save considerable time when cutting fret-slots, do not add to the cost of the tools and make handling microtools much safer (for both you and the tool).
Composite Router Bits
