Spindle Maintenance with ColletCare®
It seems that, no matter what new tools we come up with, someone always wants a bit that has a smaller diameter, cuts deeper, and is able to cut a wider variety of materials without a reduction in performance. As we have pushed our tools ever smaller we have often run into situations where the data that we were collecting just did not make sense. Sometimes a tool would last for thousands of inches, sometimes, in the exact same material, a tool would snap off as soon as it hit the surface. Tool wear was inconsistent and edge quality varied from test to test.
After an awful lot of busted carbide, we discovered that we were making a rather silly mistake. We had always assumed that, since we were running our tests using very good spindles (Colombo, NSK, & Westwind) the problems must be with our designs or the batch of carbide we were using. As it turned out, the problems that we were chasing were more often than not caused by the spindle, or rather, the by way that the spindle had been maintained. To make a VERY long story shorter, suffice it to say that we discovered that if the tapered spindle bore and/or the collet / toolholders were even the least bit dirty or corroded, the dynamic and static run-out (TIR) could vary by as much as 0.005" (0.13mm) between successive tool changes. Run-out of that magnitude will break bits, cause excessive chatter and can even shorten the life of the spindle bearings.
While a few of the problems that we discovered were caused by plain old negligence, the most common was the result of improper cleaning techniques using alcohol or similar solvents. On the surface, this sounds like a good idea. The alcohol would dissolve any grime that might have collected inside the bore allowing it to be removed by a cloth or other absorbent material. Unfortunately, on closer examination, this procedure is unwise for a number of reasons.
- Alcohol removes any oil or lubricant, leaving the hardened steel surfaces totally unprotected from humidity and atmospheric pollutants.
- Isopropyl alcohol (which is commonly used) contains as much as 5% water by volume. After the alcohol strips away any protective oil and flashes off you are left with a layer of water that will readily attack an unprotected steel surface.
- Removing the layer of oil between the spindle taper and the collet taper makes it more difficult for the collet to seat properly during tool loading, potentially increasing tool runout (TIR).
- Removing the layer of oil between the spindle taper and the toolholder (on machines equipped with automatic tool change) makes it more difficult to eject the toolholder, resulting in the loud hammer sound often heard during tool change.
The result of cleaning the spindle with a solvent, as many people have discovered, is an ever deepening layer of corrosion and pitting inside the spindle bore and on the precision ground surfaces of the collets and tool holders. As the corrosion becomes more pronounced, it grows increasingly difficult for the collet to seat properly in the spindle taper, often causing it to torque over to one side or the other. This is the source of the excessive run-out mentioned above.
We also found that some users were removing the rust with a ScotchBrite® or steel wool pad. While both of these materials are quite effective at removing rust, they are also very good at removing "healthy" material from the hardened tapered surfaces. It is true that the amount of material actually removed is quite small. However, when you are cleaning a high-speed spindle with a TIR specification between 0.000050" - 0.000400" (1.3 - 10 microns), it does not take many such cleaning cycles to permanently alter the concentricity of the spindle bore and push the TIR far outside that range.
Rule of thumb: Do not clean precision ground surfaces with aggressive abrasives.
Now there is Son of ColletCare® and ColletCare +P+®, a revolutionary solvent/lubricant that is designed specifically to clean, lubricate and protect the precision ground surfaces of electric and air spindles. Combining a solvent, low viscosity lubricant and a small amount of PTFE / colloidal boron nitride, ColletCare® will clean, polish and protect the bore and collets of virtually any precision spindle, router, laminate trimmer or hand grinder.
After watching the video, please read the rest of the page for more information.
Preparation and warnings
Wear safety glasses when performing this procedure! (for that matter, any time you are working around an operating machine tool)
If your spindle is equipped with an internal draw-bar for automatic tool change (ATC), please check with the manufacturer before spinning it up without a tool holder loaded!

CAUTION!!
DO NOT WRAP A PAPER TOWEL AROUND YOUR FINGER
AND STICK IT UP INTO A ROTATING SPINDLE BORE!!
Sooner or later you are going to wish that you still had that finger
and will wonder why you ever did something so foolish.
>>>>>If you are servicing Gerber Profile or Saber CNC Routers, please use this PROCEDURE to manually control the spindle. >>>>>
NOTE
As good as ColletCare® may be, the way that it is used is FAR more important than the product itself!
To clean the spindle bore...
- Remove the tool holder or collet from the spindle.
- Ramp up the motor to about 3 - 10 KRPM.
- Squirt 4 to 5 drops of ColletCare®onto a clean, dry cotton-swab (aka cotton bud).
DO NOT USE MORE THAN 4 OR 5 DROPS!!
Unlike chocolate, more ColletCare® is NOT better.
NEVER squirt ColletCare® directly into the spindle bore!

Stick the cotton-swab up the center of the bore until you come to the top edge of the taper.

Move the saturated cotton tip into contact with the spinning taper surface and drag any debris down and out of the bore.
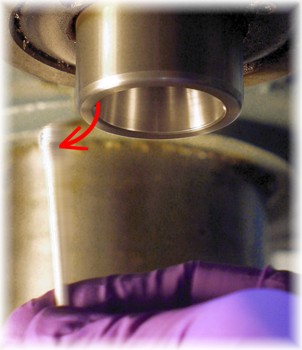
SNAP the swab out of the bore to flick off any debris that may have been picked up from the taper surface.Repeat this process 3 or 4 times.

If the cotton tip is this dirty when you pull it out for the last time, get a new swab and repeat the cleaning steps above.
If your spindle has never been cleaned before, it might require as many as 3 cleaning cycles before the bulk of the rust, debris and gunk is removed.
After cleaning the bore, flip the swab over and use the dry end to wipe any residual ColletCare® from the tapered surface.
If the dry cotton tip is discolored (dirty) when you remove it, get a new cotton-swab and repeat the drying step. There will only be a slight gray discoloration on the cotton tip when the taper is clean and totally dry.
As the surface dries, the mild abrasive properties of the cotton tip will polish the surface to a high luster while leaving behind a monolayer of protective lubricant. This layer will inhibit corrosion and will allow collets and tool holders to seat easily and securely when drawn into the spindle taper.
As you continue to use ColletCare® on a weekly basis you will find that the tapered surface will become very smooth and glassy and little or no discoloration will show up on the cotton tip.
The Star Wars© class animation to the right shows the proper motion to polish the entire spindle taper. Nine or ten in-out cycles should be enough to thoroughly dry the surface.
Repeat this procedure at least once a week to insure that your spindle bore, collets and tool holders remain clean and corrosion free.